%20(3).png)
Behind the Recipe: R&D
- Avery Rouse

- May 15
- 6 min read

Crafting an experimental whisky mash bill is where tradition meets imagination. Before the barrel, before the still, before even the fermenter starts to bubble, there is a question: What story do I want this whisky to tell? At North Point Distillery, designing a mash bill isn’t just about percentages of grain; it’s about flavour, texture, aroma, and intention. It is the blueprint that determines whether our spirit leans toward rich and bready, bright and floral, spicy and assertive, or something entirely unexpected.
Inspiration for a new mash bill can come from anywhere. A chef might think in terms of balance and contrast, sweet and spice, richness against brightness. A brewer may borrow from farmhouse ales or heavily roasted stouts. Agricultural cycles, terroir, and heirloom grain preservation can all serve as creative catalysts.
Since this was my first time developing a mash bill, I chose to begin with a sensory concept. I wanted to create a whisky reminiscent of afternoon tea in a bakery; toasted bread, digestive biscuits, cream, marmalade, and fresh pastry, supported by subtle darker notes of black pepper, warming spices, and burnt sugar to balance the sweetness of baked goods.
Research & Malt Selection
Once I had defined the desired flavour profile, I began the research phase of the experimentation process. From there, I needed to settle on malt and yeast varieties that would yield the best results.
After reviewing Crisp’s extensive malt catalogue, I selected four malts: Chevallier Malt, Amber Malt, Crystal 240, and High Diastatic Malt. The first three were chosen for flavour contribution, while High Diastatic Malt was selected as the technical backbone to increase enzymatic activity and improve yield.
Chevallier malt is a heritage barley variety dating back to the 19th century and is well known for its depth and character. It will impart a rich, rounded maltiness, digestive biscuit notes, subtle stone fruit, and marmalade tones, along with a fuller mouthfeel than many modern high-yield barleys.
Amber malt, also known as biscuit malt, contributes flavours of toasted bread, subtle nuttiness, malty biscuits, and light caramel, with a smooth, coating mouthfeel.
Crystal 240 was selected specifically for its dark, intense flavour profile. It brings notes of burnt sugar, dark caramel, warming spice, coffee, raisins, and figs.
The final malt in the mash bill, High Diastatic Malt, was a tactical choice rather than one based on flavour. Its purpose is to aid the fermentation process by increasing available enzymes and balancing both Crystal 240, which has no active enzymes, and Amber malt, which has reduced enzymatic power. Due to their low enzyme content, both specialty malts can result in lower yields. Enzyme support is therefore crucial for effective starch conversion and sugar development. High Diastatic Malt ensures complete starch conversion, promotes fermentable sugar production, and adds structural reliability to the mash.
The final mash bill composition was:
79% Chevallier
7% Amber
7% Crystal 240
7% High Diastatic Malt








Yeast Selection
The final component to consider when formulating a new mash bill is yeast. Yeast selection is a strategic decision that typically leads down one of two paths: choosing a strain that complements and enhances the existing flavour profile, or selecting one that allows the mash bill itself to remain the focal point.
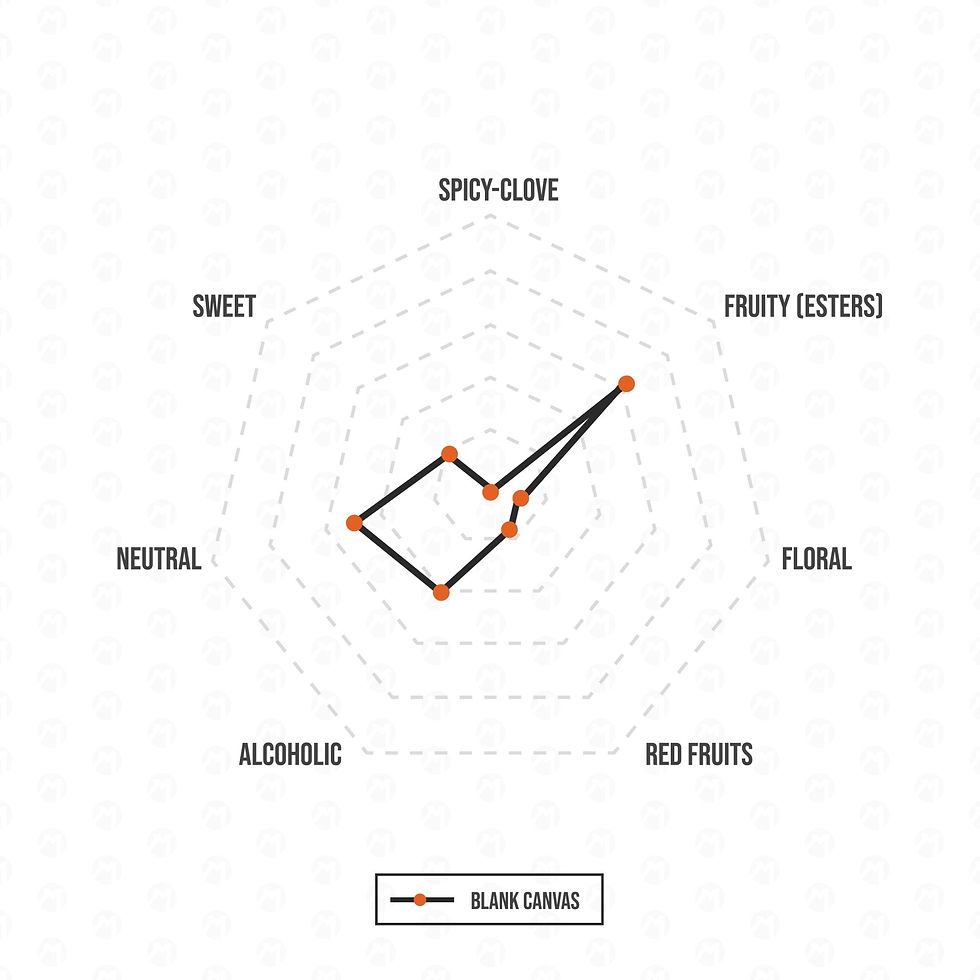
My choice reflected the latter approach. Since the malt selection was focused on bold, distinctive flavours, I wanted a yeast that would not compete with or overshadow them. With this in mind, I chose “Blank Canvas” from Murphy & Son, an English ale–style yeast known for low ester production, clean fermentation, and consistently high performance.
With both the mash bill and yeast selected, production could begin.
Mashing & Fermentation
The first step was to mill the High Diastatic Malt to ensure that the enzymes and fermentable sugars within the husk and endosperm were accessible during mashing. If whole kernels are mashed, hot water cannot properly penetrate the grain, and enzymes cannot efficiently access the starch. Milling breaks open the kernel so water can hydrate the starch, enzymes can convert it, and sugars can dissolve into solution. Improper milling can lead to poor extraction and reduced fermentation yield.

The mash consisted of fourteen 25 kg bags of malt: eleven Chevallier, one Amber, one Crystal 240, and one High Diastatic. To ensure even distribution, we added one bag of Chevallier to the auger along with approximately 2 kg of each of the other three malts. This method allowed for consistent integration throughout the mash tun and a more uniform wort.
Aside from the mash bill itself and milling the High Diastatic Malt in-house, the process was very similar to the production of our flagship Dalclagie Whisky. The only additional adjustment was the inclusion of extra water to improve fermentable sugar extraction.
Once the wort was produced, it was transferred to our washbacks and the yeast was pitched to begin fermentation. Our fermentation period runs longer than average, approximately one week, to support alcohol production and develop depth of flavour and complexity. As fermentation progresses, fermentable sugars are converted into alcohol and carbon dioxide, transforming wort into wash.
This wash yielded an average of 5.5% ABV, slightly lower than our flagship Dalclagie mash bill.
Distillation & Spirit Character
After fermentation, the wash was transferred to our designated wash still, Nettie, for the first of two distillations. During this initial distillation, no cuts were made; all low wines were collected for the subsequent spirit run. Each wash produced approximately 500 litres of low wines at an average ABV of 16–18%.

Once 1,000 litres of low wines were collected, they were transferred to our spirit still, Gertie, along with feints from the previous run.
During spirit distillation, the objective is not only to concentrate alcohol but also to separate volatile compounds produced during fermentation. As vapour rises and condenses, different compounds emerge at different stages of the run. These are typically divided into three fractions: heads, hearts, and feints.
The hearts are the primary focus, containing ethanol, balanced esters, desirable congeners, and the core grain character. Depending on the intended flavour profile, a small proportion of feints may be included to enhance complexity, though only in careful measure. The timing of cuts plays a significant role in shaping the character of the final New Make Spirit.
On the nose, the New Make Spirit presented notes of anjou pear, old wooden crates, fresh cream, bitter marmalade, dark toasted bread, dusty hay, digestive biscuits, red apple, candle wax, and old books.
On the palate, it was distinctly malty, with dark toasted bread, gentle warming spice, black pepper shortbread, burnt sugar. Followed by notes of cherry clafoutis, pear confectionery, raisin boxes, green pepper, cherry bark, and peach.
The finish was medium in length, slightly astringent and somewhat thin, with lingering notes of raisin and winter spices.
Maturation Strategy

The final stage of recipe development is maturation — very much a “hurry up and wait” process. Before we even began mashing, we had a pretty clear strategy for cask selection and maturation. Choosing the right barrel is all about understanding what each type of barrel can offer based on size, the number of times it has been refilled, and what was previously aged in the barrel.
The plan is to mature the spirit primarily in ex-bourbon barrels to establish a foundation of vanilla and charred American oak. Ex-bourbon casks are widely available, cost-effective, and known for contributing flavours such as vanilla, light smoke, warming spice, coconut, and toffee. These characteristics will enhance and support the malt-driven profile rather than compete with it. Overall this will help to aid in the feeling of drinking afternoon tea in a bakery, but in the form of whisky.
After primary maturation in bourbon casks, the spirit will be re-racked into low-ester rum casks for finishing. The decision to use low-ester rather than high-ester rum casks was deliberate. High-ester rum barrels can impart intense tropical fruit, solvent-like intensity, briny notes, or varnish-like characteristics that risk dominating the spirit and altering its narrative.
In contrast, low-ester rum casks should provide a softer, rounder sweetness, adding notes of caramel, brown sugar, gentle molasses, crème brûlée, vanilla custard, baking spice, toasted coconut, and banana bread, this leans towards integrating with rather than overshadowing the malt base.
Assuming the bourbon maturation performs as expected, the result should be a well-rounded, structured, dessert-like yet clearly malt-driven whisky with notes of vanilla bean, malt loaf, buttery pastry, toasted coconut, burnt sugar crust, dried figs, raisins, and light char.
From there, the rum finish will ideally deepen sweetness, reduce tannins and improve overall cohesion. However, maturation is ultimately shaped by time and careful assessment.
Research and prediction can guide us, but the final outcome rests with the whisky — and of course the angels.
Would you like to learn more about recipe development?
Absolutely! It's fascinating!
I'm interested in other aspects of the industry



Comments